Industry 4.0 marks the integration of digital technologies, such as the Industrial Internet of Things (IIoT), artificial intelligence (AI), big data analytics, machine learning, and automation into various facets of industry. This integration of digital technologies has revolutionized industrial processes. Industry 4.0 brings factories into the modern age by utilizing smart machines and autonomous robotics, which make decisions based on real-time data. To make all these digital components operate seamlessly requires connectors for high power and data transfer. This learning module takes the reader through the basics of industrial automation, smart factory, and Industry 4.0, while discussing the importance of power and connectivity in smart factories and our sponsor’s connectivity solutions for Industry 4.0.
Related Components | Test Your Knowledge
2. What is Industrial Automation?
Industrial automation, synonymous with factory automation, is the practice of controlling and monitoring industrial processes and machinery with computers and control systems, all with minimal human intervention. Systems typically comprise a variety of sensors, actuators, and control systems, networked together to control and monitor the processes and equipment in the factory. When properly implemented, industrial automation increases efficiency and reliability. This leads to cost reductions, safety enhancements, and quality improvements. Industrial automation can also help to minimize the environmental impact of a factory.
Various limitations hinder the efficiency of conventional industrial automation, such as increased maintenance and fixed systems with little flexibility. Industry 4.0 addresses these shortcomings, modifying existing automation to enable free flowing communication and smart connectivity across an open and scalable platform.
Modern industrial automation makes use of a variety of cutting-edge technologies, including the Industrial Internet of Things (IIoT), cloud computing, data analytics, 5G, cybersecurity, artificial intelligence (AI), and machine learning (ML). Equally important to the integration of modern digital technologies are the connectors that interconnect the system’s components. Reliable, secure connectors ensure quality connections between devices.

Figure 1: BradPower quick-connect cordsets and receptacles
Buy Now3. Industry 4.0 and Smart Factory
Industry 4.0, often referred to as the Fourth Industrial Revolution, represents a paradigm shift that is characterized by the integration of computer-based algorithms and data-driven processes. A “smart factory” is a factory where machines are capable of communicating with each other, as well as with critical I/O nodes and junctures spanning whole distributed control systems and intelligent automation (IA) networks. Industry 4.0 enhances machine autonomy by applying its logic locally, on a machine-to-machine (M2M) basis.
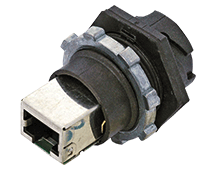
Figure 2: Industrial Ethernet connectors provide optimum performance in harsh environments.
A smart factory accepts a variety of inputs from different sources, including data produced by sensors, instructions from controllers, and customer demands. Multiple technologies are combined in the implementation of a smart factory:
- Industrial Internet of Things (IIoT): The IIoT is a network of interconnected industrial devices that enables data collection, analysis, and control to enhance operational efficiency, productivity, and decision-making. In a smart factory, machines, sensors, and other connected devices communicate with each other, exchanging real-time data. The collected data can be analyzed for predictive maintenance, maintaining asset health, and visibility of the supply chain. A robust communication network is required for IIoT implementation.
- Artificial Intelligence (AI): Advanced analytics and algorithms with AI and machine learning (ML) help machines recognize patterns, optimize processes, and perform predictive analytics. Digital twins, software emulations of hardware environments, can perform simulations using test and real-time data. Digital twins also allow technicians to optimize performance remotely by visualizing layouts and workflows.
- Robotics: In a smart factory, many automated tasks are performed by robots, the most modern of which offer repeatability and precision that humans cannot match. Collaborative robots (Cobots) are used to perform monotonous tasks, as well as dangerous tasks, helping factories streamline workflows while reducing the risk of physical injury. Similarly, autonomous mobile robots (AMRs) use machine vision to collect information from the factory floor and perform tasks like selecting components.
- Cloud Computing: Cloud computing is a technology that delivers on-demand access to a shared pool of computing resources, such as servers, storage, and applications, over the internet, allowing users to scale and use these resources as needed. It facilitates cost-effective, scalable storage and processing of extensive data. With cloud computing, the provisioning, scaling, and maintenance of a computing infrastructure is offloaded to a cloud provider, allowing the company to focus on their primary business competencies.
- Augmented Reality (AR) and Virtual Reality (VR): AR technology overlays digital information, such as images, videos, or 3D models, onto the real world, while VR immerses users in a computer-generated simulated environment. AR and VR are used in training and maintenance. AR/VR systems can display important information such as schematics, fault codes, or maintenance logs directly in the technician’s field of view, making diagnosing and fixing problems easier.
4. Power Management in Industry 4.0
The Power Infrastructure of Smart Factories
The convergence of automation, data analytics, and advanced technologies with Industry 4.0 presents new challenges and opportunities in power management and connectivity. With the presence of high voltages and high frequency signals, reliable and efficient power systems are a key requirement for smart factories.
In a modern power infrastructure, every aspect of the system is monitored by smart sensors, which transmit data in real-time. Parameters such as voltage, frequency, and harmonics are constantly monitored and analyzed. This data-driven approach is instrumental in predicting future power requirements. Diagnostic tools enable plant managers to maximize uptime and schedule preventative maintenance during predictable transitions. Real-time power monitoring also enables optimization of load balancing, reduced transmission losses, and improves the resilience and flexibility of the power distribution system.
Smart grids, a key component of Industry 4.0, make use of intelligent electronic devices, IoT sensors, real-time data analytics, and advanced connectivity to intelligently monitor and manage power distribution. Smart grids can predict energy generation and consumption patterns and enable the seamless integration of renewable energy sources.
Power Redundancy for Smart Factory Infrastructure
One of the goals of Industry 4.0 is uninterrupted operation; however, this requires the 24/7 availability of communication, control lines, and data centers. While data centers and critical computing units often have redundant backup systems, the power infrastructure must support redundant power as well. Power redundancy in a smart factory can be implemented through various technologies to ensure uninterrupted operations.
- Uninterruptible Power Supplies (UPS): Deploying UPS units provides a short-term power backup during power outages or voltage fluctuations. They offer enough time for a controlled shutdown or for backup generators to come online.
- Backup Generators: Backup generators, often fueled by diesel or natural gas, can provide a more extended source of power during prolonged outages. They are typically capable of running for an extended period and can sustain critical operations.
- Dual Power Feeds: Ensure that the factory is connected to multiple power sources, such as separate grids or utility providers. In case of an outage in one source, the system can seamlessly switch to the other, providing continuous power.
- Redundant Power Distribution: Implement dual power distribution paths to critical equipment and systems. This involves redundant power lines and circuitry, minimizing the risk of power disruption due to equipment failure or cable damage.
- Energy Storage Systems: Energy storage solutions, like batteries, can store excess power during periods of low demand and release it during outages or peak demand, ensuring a continuous power supply.
- Remote Monitoring and Control: Use smart monitoring and control systems to continuously monitor power quality and status. When an issue is detected, the system can automatically switch to the redundant power source or activate backup systems.
- Predictive Maintenance: Implement predictive maintenance strategies to identify potential power system issues before they cause a failure. This helps prevent power disruptions and equipment damage.
- Redundant Data Centers: If the smart factory relies heavily on cloud-based services or data processing, consider having redundant data centers with power redundancy to ensure the availability of critical data and applications.
- Comprehensive Disaster Recovery Plan: Develop and regularly update a disaster recovery plan that includes procedures for handling power outages and ensures a smooth transition to redundant power sources. Test the plan periodically to ensure its effectiveness.
5. Connectivity in Industry 4.0
One of the key goals in Industry 4.0 is the self-adjusting assembly line, an assembly line where anomalies are automatically detected and corrected without human intervention. A self-adjusting assembly line relies on sensors and computer vision systems to identify issues and fix them before they become a problem. To realize this goal, an Industry 4.0 architecture requires seamless network connectivity for timely data access and delivery. Foundational networking technologies such as Ethernet, Single Pair Ethernet (SPE), and IO-Link are staples in Industry 4.0.
Industrial Ethernet
Industrial Ethernet is an extension of the traditional Ethernet networking standards commonly used in office and commercial settings, modified to meet the specific demands and challenges of industrial automation and control systems.
Key features and considerations of Industrial Ethernet include:
- Robustness: Industrial Ethernet infrastructure is designed to withstand harsh conditions, including extreme temperatures, humidity, electromagnetic interference, and physical stress. This robustness ensures reliable communication in industrial environments such as factories, power plants, and warehouses.
- Deterministic Communication: In many industrial applications, precise timing and low latency are critical. Industrial Ethernet protocols are often engineered to provide deterministic communication, where data transmission times are predictable and consistent. This is essential for real-time time-sensitive networking (TSN) and control systems.
- Redundancy: Many Industrial Ethernet protocols support network redundancy to enhance reliability. Redundant paths and devices help maintain network availability in case of cable breaks or equipment failures.
- Industrial Protocols: Several specialized protocols fall under the umbrella of Industrial Ethernet, including PROFINET, EtherNet/IP, Modbus TCP, and others. These protocols are tailored to meet the unique requirements of various industrial applications and equipment.
- Device Compatibility: Industrial Ethernet is compatible with a wide range of industrial devices, including programmable logic controllers (PLCs), sensors, actuators, and human-machine interfaces (HMIs).
- Integration with IT Networks: Industrial Ethernet networks are often designed to integrate with conventional IT networks, enabling data exchange between operational technology (OT) and information technology (IT) systems. This facilitates data analytics, remote monitoring, and centralized management of industrial processes.
- Scalability: Industrial Ethernet networks can be easily scaled and expanded to accommodate the growing needs of an industrial facility. This scalability is crucial for accommodating new equipment or production lines.
- Security: As with any network, security is a significant concern. Industrial Ethernet networks must implement security measures to protect against cyber threats and ensure the integrity and confidentiality of data.
Industrial Ethernet utilizes four cable pairs to achieve multi-gigabit throughputs, making the cable dimensions and associated connectors sizeable. For applications where multi-gigabit speeds are not required, Single Pair Ethernet (SPE) is a more compact, cost-effective solution.
Single Pair Ethernet (SPE)
Single Pair Ethernet (SPE) is a technology that simplifies and standardizes the use of Ethernet in industrial applications by reducing the number of cable pairs required for Ethernet communication. SPE uses only one pair of twisted cables (2 wires), reducing size and cost. SPE offers these features and advantages:
- Simplification: SPE simplifies cabling infrastructure, making it easier to install, manage, and maintain, which is particularly valuable in challenging industrial and automotive environments.
- Cost-Effective: Fewer wires and connectors translate to lower material and installation costs. This can be a significant benefit in large-scale industrial deployments.
- Space-Efficient: SPE's reduced cable size and weight are particularly useful in applications where space constraints are a concern.
- Versatility: SPE can support a range of communication protocols and data rates, making it suitable for various industrial and automotive applications, from sensors and actuators to cameras and controllers.
- Robustness: SPE is designed to withstand harsh environmental conditions, including temperature extremes, vibration, and electromagnetic interference, making it suitable for challenging industrial and automotive settings.
- Standardization: Industry organizations like the IEEE (Institute of Electrical and Electronics Engineers) and the TIA (Telecommunications Industry Association) have been working on standardizing SPE to ensure interoperability and widespread adoption.
SPE can transfer data and power simultaneously, with data transmission speed ranging from 10Mbps to 1Gbps and capable of transferring 52W of DC power up to a 1000m distance.

Figure 3: Industrial SPE Connectors and Cable Assemblies
PROFINET
PROFINET is a widely used Industrial Ethernet communication protocol and networking standard that was designed to facilitate real-time communication and data exchange between a variety of industrial devices, including programmable logic controllers (PLCs), human-machine interfaces (HMIs), sensors, and drives. With a remarkable data exchange frequency of 1 µsec, PROFINET excels in precision applications that demand high-performance motion control.
PROFINET IO devices are classified into three categories: IO-Controllers, IO-Devices, and IO-Supervisors. IO-Controllers execute automation programs, communicating with IO-Devices via Ethernet. IO-Devices encompass distributed sensor and actuator devices linked to the IO Controller. IO-Supervisors include human-machine interfaces (HMIs), PCs, and other devices for commissioning, monitoring, or diagnostic analysis.
IO-Link
IO-Link is a point-to-point, bus-independent, serial digital communication protocol defined by international standard IEC 61131-9. IO-Link is designed to link sensors and actuators to PLCs. It enables bidirectional parameterization and diagnostic data transmission, where only binary states (ON/OFF) or analog signals were previously communicated. A system with IO-Link functionality can benefit from reduced downtime for maintenance and increased flexibility when configuring and reconfiguring.
An IO-Link system is comprised of two types of components: the "IO-Link Controller" and an "IO-Link Device" (sensor or actuator). IO-Link data exchange is controller-agent based; the IO-Link Controller communicates with IO-Link Devices, collecting data and transmitting it to the higher-level bus system. The controller can have multiple ports (usually four or eight), with each port connecting to a unique IO-Link device. The design of IO-Link enables it to work with existing industrial architectures, such as Fieldbus or Industrial Ethernet, providing connectivity to existing PLCs or HMIs.

Figure 4: Brad HarshIO modules
6. Molex Brad Infrastructure Solutions for Smart Factory Environments
As autonomous technology becomes more common on the factory floor, there will be an increasing requirement for IoT-connected control systems to operate as a single entity. Sensors that can withstand the harsh industrial conditions will need to be connected to IO devices with secure and reliable connectors. Molex offers a wide range of durable and reliable connectors and solutions that are enabling the realization of Industry 4.0 and smart factories.
BradPower Modular Power

BradPower connectors replace machine hard wiring with a modular, quick-connect system comprised of crush resistant, pre-wired cordsets with factory-molded connectors. The result is a robust, scalable, and easy-to-install power distribution system that does not require the specialized tools and labor typically associated with traditional conduit or raceway installations. Compared to traditional hard wiring, BradPower modular solutions provide reduced installation costs, simplified connections, increased plant flexibility and reduced commissioning time, providing an overall cost-savings. These modular wiring solutions from Molex provide up to 32A feeder and 15A branch power distribution circuits at AC voltages up to 600V.
HarshIO Modules

Molex HarshIO modules offer quick and reliable solutions for connecting industrial controllers to I/O devices in harsh environments. HarshIO modules are IP67-rated and feature built-in protection for short circuits and overloads. HarshIO Modules accept standard-threaded M8, M12, or Ultra-Lock M12 connectors and support three rotary switches for IP address management. Safety protection relays are used for power isolation at the input/logic and auxiliary output. There are three variants: Brad Ethernet/IP CIP safety, 600 Digital I/O, and Ethernet/IP IO-Link modules. HarshIO modules support all major industrial fieldbuses, including PROFIBUS-DP, DeviceNet, CANopen, Modbus TCP, EtherNet/IP, and PROFINET IO. HarshIO modules are typically used in factory automation, process control, and industrial automation applications.
DIN Valve Connectors

Molex DIN Valve Connectors are compliant with EN 175301-803, a European standard that specifies the electrical characteristics and dimensions of industrial connectors used in hydraulic and pneumatic applications. Molex DIN valve connectors are IP67-rated and feature a field-attachable external nut as well as circuitry options such as LED indicators, blocking diodes, and voltage-dependent resistors (VDRs) to protect against over-voltage or peaks. They offer 20% more cable-retention force than internal-nut designs and a more uniform seal between the connector and cable. DIN valve connectors have a plus/minus screw head on the terminal that enables air tools to be used in volume production. They are used in valve manufacturing, home appliances, commercial vehicles, telecom, and factory automation applications.
Brad M12 Power L-Code Connector System

The Brad M12 Power L-Code Connector System from Molex is a high-performance, industrial-grade connector system designed for power applications. It is based on the M12 standard, featuring a larger contact size and higher current rating, making it a good fit for demanding applications such as electric vehicles, industrial automation, and renewable energy.
The Brad M12 Power L-Code Connector System is available in a variety of configurations, including male and female connectors, straight and angled connectors, and 4- and 5-pole connectors. It is also available with a variety of features, such as IP67 sealing, cable overmolding, and EMI shielding. Key benefits of the system include a high current capacity (up to 16A per pin at 63V AC or DC), compact and rugged design, IP67-rating, and compatibility with PROFIBUS and PROFINET International (PI) standards.
Brad M12 Ultra-Lock 2.0 Connector System

The Molex Brad M12 Ultra-Lock 2.0 Connector System is an industrial connector system that meets the IEC 61076-2-010 standard and provides an easy-to-assemble interface. The Ultra-Lock 2.0 is the next generation of the Brad M12 Ultra-Lock connector system, with features such as a more robust “push-to-lock” mechanism, a wider range of temperature ratings (-25°C to +85°C), and a more durable cable jacket. The Brad M12 Ultra-Lock 2.0 Connector System is available in a variety of configurations, including 4-pin, 5-pin, 8-pin, and 12-pin versions. It is also compatible with a wide range of cable types, including PVC, PUR, and TPE.
FCT D-Sub Products

Molex FCT D-Sub products are a family of high-performance D-Sub connectors that are designed for a wide range of applications, including industrial, commercial, and automotive. FCT D-Sub connectors feature machined contacts, which provide higher current-carrying capacity, lower resistance, and greater durability than stamped contacts. They are also available in a variety of materials and plating combinations to meet the specific needs of different applications. Available versions include IP67-rated, non-magnetic, and non-gassing.
*Trademark. Molex is a trademark of Molex Corporation. Other logos, product and/or company names may be trademarks of their respective owners.




For more name of products Shop Now
Test Your Knowledge
Connectors IX

Are you ready to demonstrate your connectivity in industrial automation knowledge? Then take a quick 10-question multiple choice quiz to see how much you've learned from this module.
To earn the Essentials Connectors 9 Badge, read through the learning module and attain 100% in the quiz.