


Greetings from the UAV R&D group. We hope all our fellow competitors are having a good time with the designing. Last month has been quite fulfilling for us as a research group. We were able to overcome some hurdles and complete the assembly of the drone. Also, there has been some progress in the sensor department. This post is all about it and also as you read through it, if some suggestion or doubt pops up in your head, feel free to comment.
The team has been working on identifying non-contact methods that can be used for crack detection in an industrial pipe system. As it turns out, there isn't a single solution for all types of cracks and leakages that might happen. Detection system depends a lot on the kind of material of the pipes, the temperature of the fluids flowing and the also, whether the inspection is being made from inside or outside of the pipes. To keep the problem in the scope of this design challenge, we are gonna assume certain environments for each method that we are planning to implement.
Computer Vision:

When we talk about automatic systems, AI and Deep Learning can hardly be kept out of the picture. One such technique that has gained popularity in the last decade is Computer Vision. Or just CV. To give an overview, CV is based on Convolutional Neural Networks (mostly) where the network picks up some traits of a picture in each layer and learns it. Higher the number of layers, better the learning. After learning, these models are then used to identify those traits in the given input picture. This is one of the contact-less methods that can be used for crack detection where the resolution of input pictures is high enough to resolve the cracks, or in other words, the cracks are large enough to be captured by the given camera. Last month, we worked on one such model created by satyenrajpal (GitHub link ).
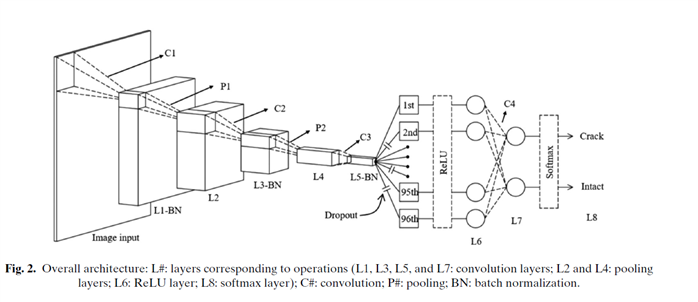
It is a four CNN layer model trained on a comparatively smaller dataset. Since the main aim of this exercise is to understand the challenges involved in implementing CV for industrial crack detection, using a simpler model made sense. We were able to train the model at the ML lab in the Innovation Garage, which is an innovation hub at National Institute of Technology, Warangal. The accuracy that we were getting was close to 90 percent. The idea is to have a light-weight camera mounted on board of UAV. After data collection, the images, taken at regular intervals in the planned flight path, can be put in the model and tested for crack detection. This can also be done in real-time by sending live feed during the inspection and running the model simultaneously at the hub, but that would need some work on developing algorithms which accept continuous data input into the 'input folder' that feeds the model. This system can be used when fluid isn't flowing and the drone can fly inside the pipe to detect inside cracks at an early stage. An outer inspection of pipes can also be conducted.
IR sensing:
Consider a situation where the integrity of the material has been compromised and the fluids start oozing out the fissures. In such a case, variation in the temperature between the outer portion of the pipe and the fluid can be exploited to detect the fissure. A thermopile sensor can be used to pick up these out-of-the-normal heat signatures and the position on the flight path can be marked so that after inspection, a team can be sent to fix the leak at the earliest. Now, we have identified some sensors that can be used for this, TI TMP006 being one of them, but we are still open to suggestion for other IR sensors. Input by the reader in the comment section below would be highly appreciated. The parameters that would influence the choice of the sensor are required sensitivity (which is high as a small leak would give a small heat signature), the distance of detection (so that sufficient distance can be maintained between the pipe and the drone), temperature of the flowing fluid, cost, and compatibility with Arduino. TI TMP006 has a temperature detection range of -40 degC to 125 degC. But one can expect the temperature of the flowing fluids to be greater than that, in which case more versatile sensors would be required.
There are other ultrasonic methods that can be used but these require a stable contact of the sensor with the pipe. Although such a system can be designed, the dynamics of flight planning will be very different from the one that we are working on. That is why we are more keen to use contactless methods.
So that would be all for today. Do comment if you have some other methods for crack detection in your mind. Also, a big shoutout to the Element14 for sending us some cool equipment. We are looking forward to including them in our project.
Top Comments