

With their ability to detect changes in the hue of lubricants, color sensors are invaluable tools in predictive maintenance.
How are sensors driving predictive maintenance?
In the past, monitoring the conditions of industrial equipment has relied mainly on manual inspections or visual assessments. Modern sensors and IoT technology have enabled 24/7 monitoring, as well as reporting conditions in a quantitative fashion. Quantitative monitoring of equipment assures equipment uptime, optimizes energy use, and improves operational efficiency. This has led to the rise of predictive maintenance, a data-driven approach that uses advanced technologies to anticipate and prevent equipment failures. Modern color sensors have the accuracy to distinguish subtle shades of color, making them useful tools in predictive maintenance applications.
How is maintenance traditionally performed?
Manufacturing sites leave equipment susceptible to oil contamination and lubricant deterioration. Such degradation causes industrial machinery and hydraulic equipment to fail. Figure 1 illustrates how the color of the lubricant becomes darker as it deteriorates. Maintenance personnel are frequently depended on for periodic inspections and part replacement based on their intuition, skills, and experience. Inconsistent judgment and inspection delays could result in sudden machinery breakdowns and production-stop losses. Inspection delays can also slow down the production process. Reactive maintenance approaches that only address issues after failures can then result in increased repair costs and decreased equipment lifespan.
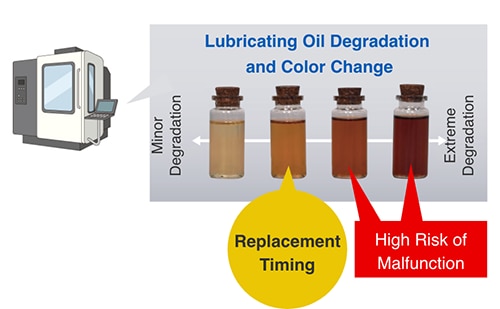
Figure 1: Color change due to oil deterioration (Source: Omron)
Moving to a data-driven approach
Color sensors enable a quantitative approach to monitoring the deterioration of lubricant. By precisely sensing changes in the color of lubricants, color sensors can provide more accurate and objective data, enabling predictive maintenance strategies. Color sensors can measure color variations caused by contaminant buildup, oxidation, or other factors that degrade lubricant quality. Figure 2 illustrates what a color sensor sees when monitoring a lubricant. The degree of lubricant deterioration can be quantitatively monitored based on the change in color. This enables the optimal timing of replacement without depending on manual inspection.
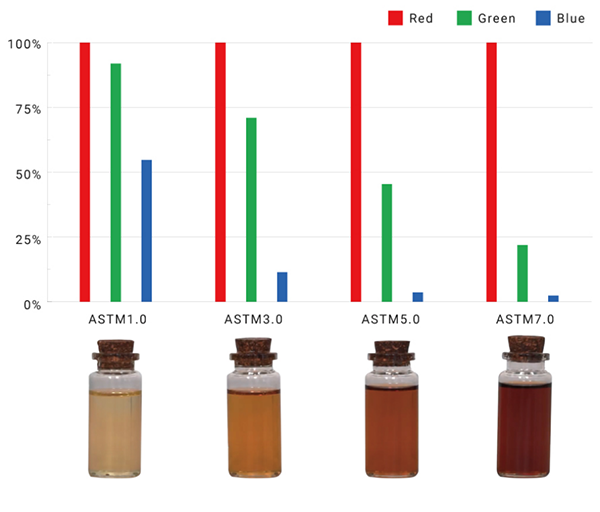
Figure 2: RGB output voltage ratio for a typical sample of petroleum product color
By using color sensors to remotely monitor individual pieces of equipment, the maintenance burden can then be reduced, limiting the replacement of lubricant to only the equipment that needs it. Figure 3 shows how this strategy helps improve efficiency and optimize replacement times.
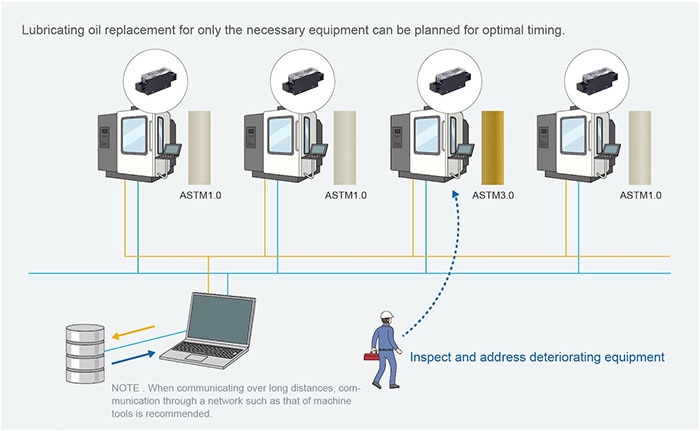
Figure 3: Planning a replacement of lubricating oil at the right time for just the appropriate equipment is necessary.
The goal of predictive maintenance is to prevent failures before they occur. Predictive maintenance can predict downtime, avoid unnecessary power consumption, and extend the equipment’s lifespan. A predictive maintenance system relies on sensors to be its eyes and ears, monitoring equipment for signs of wear and other anomalies.
What is Fluid Conditioning Monitoring?
Fluids used in Industrial equipment must be monitored for optimal equipment operation. The systematic approach to monitoring the properties of these fluids is called fluid conditioning monitoring. The health and performance of fluids, such as lubricants, hydraulic fluids, or coolants, are continuously assessed to detect potential issues early, allowing for proactive maintenance and minimizing the risk of equipment failures.
Omron B5WC Advanced Color Sensors
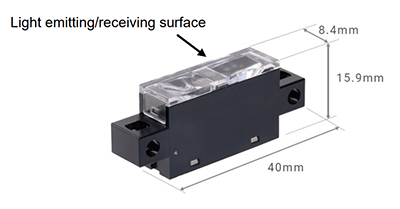
The B5WC is an advanced color sensor from Omron that can quantitatively monitor oil deterioration based on color changes. The B5WC has a compact form factor (W:40mm x D:8.4mm x H:15.9mm), enabling it to be easily integrated into equipment. It is capable of communicating via I2C, allowing users to remotely monitor fluid conditions in real time.
The integrated color sensor B5WC has several dedicated components, including a white LED light source with a wide wavelength range of visible light and an RGB photo IC with a photodiode that detects light in each of the three primary colors of light RGB (red, green, and blue). An optical lens focuses light onto the photodiode. There is also internal circuit with a microcontroller (MCU).
In order to detect color, a color sensor uses the following general working principle:
- The white LED in the color sensor emits lights, which is reflected by the surface of the sensed object.
- The optical lens focuses the reflected light onto the RGB photodiode.
- The reflected light contains RGB wavelength regions that provide color information, and the RGB photo IC detects each of the received light intensities.
- Each light intensity value is converted into a digital value.
- The data is sent through I2C bus.
The color sensor itself is a type of reflective optical sensor. It uses the received RGB light intensity to detect the color of the sensed object. These measurements allow for color analysis of detected objects. Figure 4 illustrates the RGB voltage ratios when detecting different colors on a Munsell color chart. The values are presented as the ratios of each of the RGB voltage values compared to the maximum voltage value, when the maximum output voltage value of the color sensor is set as 100%. The ratio of RGB data changes according to the Munsell color.
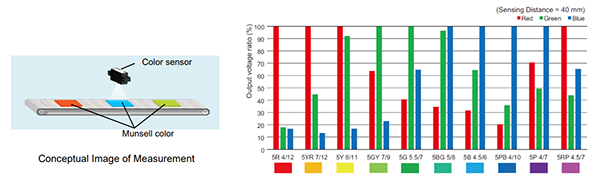
Figure 4: Munsell color detection capacity
Another characteristic of color sensors is that the RGB ratios are virtually unchanged as distance changes. Figure 5 illustrates a comparison of the performance of the B5WC at two different sensing distances. While the intensity of the reading is lower at a greater distance, the RGB output ratio is almost unchanged. This enables the sensor to be installed in equipment where parts might move or shift slightly.
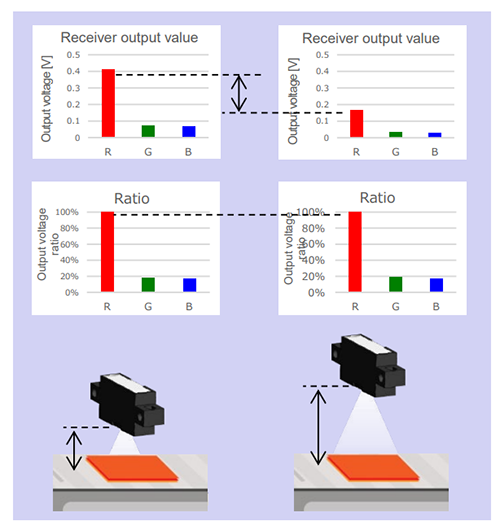
Figure 5: Comparison of the BW5C measurements at different sensing distances
Summing up: Sensors are the eyes and ears of predictive maintenance
in partnership with

A predictive maintenance strategy has the potential to improve efficiency and reduce costs. By employing sensors to keep a watchful eye on the conditions of equipment, conditions can be monitored at all hours, and human error is not an issue. Color sensors are especially useful, as most lubricants change their hue as they degrade. Color sensors are capable of detecting subtle changes in color, data which can be used to report when a lubricant requires changing. The B5WC from Omron provides a reliable and accurate solution for monitoring lubricant conditions, enabling a company to perform a predictive maintenance strategy that is driven by data.
What are some of the other ways color sensors (and other sensors) can be used in maintenance?
Please tell us in the Comments section below.


