RoadTest: TI LDC1000 Evaluation Module
Author: WarrenW
Creation date:
Evaluation Type: Evaluation Boards
Did you receive all parts the manufacturer stated would be included in the package?: True
What other parts do you consider comparable to this product?:
What were the biggest problems encountered?:
Detailed Review:
Upon
arrival of the parcel from Element14 I was nicely surprised to see a full kit
and a secondary LDC1000EVM module giving me the opportunity to run two sessions
of the software.
Of course
the first thing you do when you receive something like this is to satisfy your
need to play, so I plugged it straight into the desktops USB port and yep you
guest it no result. Doing a quick search of the packaging for any relevant info
for drivers etc., I read on the box that there are three steps to get it going.
Firstly plug it in, yep tick done! Secondly register the board at http://ti.com/ldc
Off to the
website and searched for a registration, could not find it (man look) and noted
there was software available – downloaded the files as I thought I might need
(less than 15Mb) and installed the software, after a few of the mandatory
q&a for software installation I was ready to go to step 3, explore.
Running up
the software results in a window with two graphs, no results showing up. Ok
unplug the LDC1000EVM from the USB port and reinsert it. Hey look we have some
results!
The full
evaluation kit came with a neat little angular and linear test block. These
look like metalized foil printed onto flexible plastic and you can experiment
with the sensitivity of the device. One item that you will need to make this
sensor easily usable is a short USB A male to USB A female lead to extend the
device from the built in USB port. Use an active lead for over 2 meters in
length.
The
software detects the device as a serial port and automatically connects upon
device insertion into the USB port. It also will detect multiple devices if you
run multiple instances of the software, this allows monitoring of more than one
device at a time.
The
LDC100EVM has 2 LEDs on the component side of the board, the green Led
signifies when the detection threshold has been achieved, the default settings
allow this to be triggered by de-tuning the coil with your fingers. The red Led
flashes during start up and the red led provides error state information if in
the rare case you have an internal error of some sort.
A quick
experiment shows it can detect a small piece of copper wire 0.5mm diameter and
approx. 5 mm long when it is held in close proximity of the sensor coil. This
size is not enough to trigger the green Led but you can detect changes in the
two graphs one measuring proximity and the other inductance changes. Most other
metallic (conductive) objects detect at a range of up to 12mm. This range is
determined by coil size, frequency settings and the material of the object
being sensed. The really nice thing about this sensor is the repeatability of
the results, be it triggered by your finger or a small metal object the results
for the particular object are very
repeatable.
What I was intending to test:
I was intending to setup a 360 degree rotation position sensor after glancing through
the brochures and seeing an application that would be suitable. Unfortunately
when I looked further into this it would require three sensors in combination
with each other and some clever maths to decide where the position was in
relation to the sensors. With only 2 units at my disposal I had to look at
other options for testing these devices.
Tests will all
be done on the default settings of the LDC1000
Testing of Materials….
Copper coil
comprising 3 turns and shorted ends (ideal for eddy current generation).
Triggered the green Led at about 8-10mm distance released at approx. 15mm.
Metalized engraved plastic, this
would be great for mass production of accurate actuators as the engraving
material can be laser engraved giving awesome accuracy.
Triggered the green Led at about 1.5mm and released at approx. 15mm.
Mild steel flat bar
Triggered the green Led at about 10mm and released at about 20mm.
Results
As you can see by the results above the choice of material for the ‘actuator’ will be
critical to the success of your project. As the device uses eddy currents to
measure the proximity, the more conductive and larger the actuator the bigger
the detection distance will be. Searching the net I found a post that stated
the pickup range can be enhanced by the addition of a ferrite backing plate
which makes sense as it affects the coils parameters.
Testing the sensor
I am going to use the sensor to test for run-out and concentricity on a centre lathe. The
test will involve installing a ‘reference’ straight steel rod (taken from a HP
printer mechanism) into the lathe and checking the centre offset (old lathe
with some offset unfortunately) and then run the sensor holder down the lathe
bed to check if the headstock is correctly aligned to the bed of the lathe. If
the amount of ‘standard deviation’ I get is the same at the headstock and down
the bed is the same I have a lathe that is aligned, if they are different in
magnitude there is a misalignment that will result in a tapered turning of any
material used in the lathe.
The LDC1000EVP was clamped in the tool holder in order to allow adjustment of the
distance between the sensor and the bar.
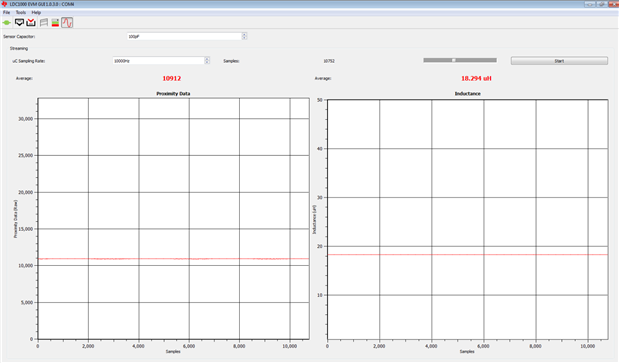
When the initial run of the lathe was performed the amount of variation
in the reading at the headstock was initially unexpected See fig 1. I thought about this for while and concluded that the chuck had been
mounted off centre. Given the age of the lathe and the number of non matched
parts on it there really was not any chance of it being really accurately
installed. I loosened up the chuck on the headstock and was able to ajust the
position of the chuck to achieve a really good result. See fig 2.
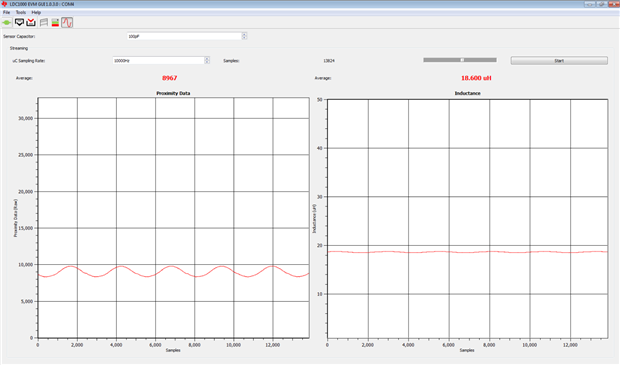
Fig 1.

Fig 2.
I was then able to align the bar down the center of the bed to achieve and end for end
difference of approx 300 on the proximity reading graph. Ok I hear you say,
just how much run out is that!
To find out I performed a test to see how much the sensor readings differs over a given distance. My lathe is old and hence is
imperial. The lead screw has a 12 TPI (turns per inch) pitch, which means approx
83.3 thousands og an inch per turn of the handle. Firstly I tried to confirm
that the readings were repeatable. Every time I unwound and then wound the
leadscrew the readings were within 12 on the graph when I was careful to make
sure the locations were as accurate as I could get. I noted the reading at the
beginning of the turn and then fed on one turn = 0.083333" or 2.1mm. One complete turn later I had a
reading difference of 950 on the proximity graph. Using basic mathmatics 2.1mm
divided by 950 units = 0.00228mm per unit or 2.28microns. given the results
noted above of repeatability to 15 units that's approx 35 microns. Wow! this is
from a lathe that is over 100 years old.
The runout from end to end of the bed down the approx 350mm length of the metal reference
bar was 300 units or about 660 microns (that's 0.6 of a millimeter over a
length of 350mm) again given the age and the amount of wear in the lathe I was
really impressed with the result. If I had taken more time and care about the
alignment I feel I could have got it a lot closer using this sensor.
Conclusion
The LDC1000EVM board has proven that these devices are indeed micron accurate. They
are sensitive to the selection of the actuator material, however given the
programability of these devices the selection of the sensor can be simplified.
I looked at the programming side of the software and was staggered at the options most of which I did not understand the significance of.
If you are going to play with one of these sensors I would seriously suggest you study the options and what they do
before you emabark upon your design.
Designing a sensor coil is simplified by the tools TI provide at the following
location.
http://www.ti.com/lsds/ti/analog/webench/inductive-sensing.page
This online tool really lets you see what the capabilities of certain designs of coils to
detect proximity given the size of the actuator and the materials used. Opening
the design (you get to choose for several designs) will require you to register
with TI in order to see the design. This really simplifies the coil design
process so you can work with physical sizes etc.
Investigating methods of increasing the distance of detection I came across several posts on
the net that stated that the addition of a ferrite former to the coil on the
EVM board would increase its range. I did not have any formers suitable to
confirm this but the posts did seem genuine and claimed range increases of over
100%.
If I was required to make very small parts on my lathe accurately I would certainly
consider using the EVM boards I have as distance sensors as they are extremely
accurate and provide very repeatable results.
I can see several uses for these sensors as positioning devices were high accuracy is
required. Given that you can run multiple instances of the software to connect
to each device you could have multi axis sensing on milling machines or
robotics for accurately positioning and machining items or confirming items are
in the correct location before continuing a process.
I played a bit more after the intial writing of this article and was able to achieve the following result, it took lots of time and patience, but I now think
my lathe is one of the most accurately setup 100+ year old lathes in the country.