RoadTest: Sanitary Metal Pipe Clamp HANI™ Temperature Sensor - Industrial Sensing
Author: gsuberland
Creation date:
Evaluation Type: Test Equipment
Did you receive all parts the manufacturer stated would be included in the package?: True
What other parts do you consider comparable to this product?: I am unaware of any products that are comparable.
What were the biggest problems encountered?: Other than my own problems with sourcing parts, none! The sensor was very easy to use.
Detailed Review:
The Omega HANI temperature sensor measures fluid temperature within sanitary or industrial metal pipes in a non-invasive manner. They offer a range of form-factors - I used the 1.5" sanitary fitting option.

The sensor device clamps onto a pipe using a tool-free mechanism, making it trivial to install. The housing feels robust and well-made, with a slightly rough surface finish that makes it easy to grip. It took me all of 60 seconds to attach the cable and clamp it to a pipe. As far as industrial process sensors go, this is by far the easiest I've ever worked with.
The device takes an 8-28V DC input and provides a standard 4-20mA analog current output for a range of 0 to 100C. It also offers I2C for programming and sensor readings, and can be coupled with an Omega Interface for Modbus integration. The connector is an M12 8-pin and the pinout is clearly displayed in the datasheet.
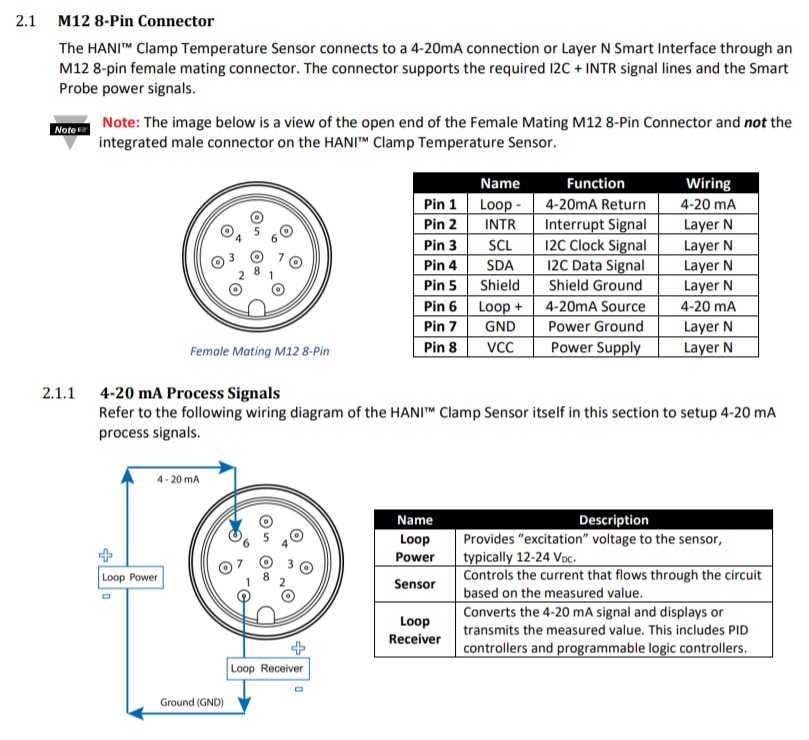
The only thing I couldn't find information on was the functionality of the interrupt pin - its function was not described in the manual.
The device can be configured with alarms for high or low temperature, and these can be signalled via the I2C interface.
I was provided with a USB interface cable for testing. The Omega SYNC software was easy to install and worked out of the box with no problems. It offers a convenient interface for communicating with Omega devices, configuring them, calibrating them, and taking logs of readings. The software seemed high quality and I didn't notice any bugs or annoyances.
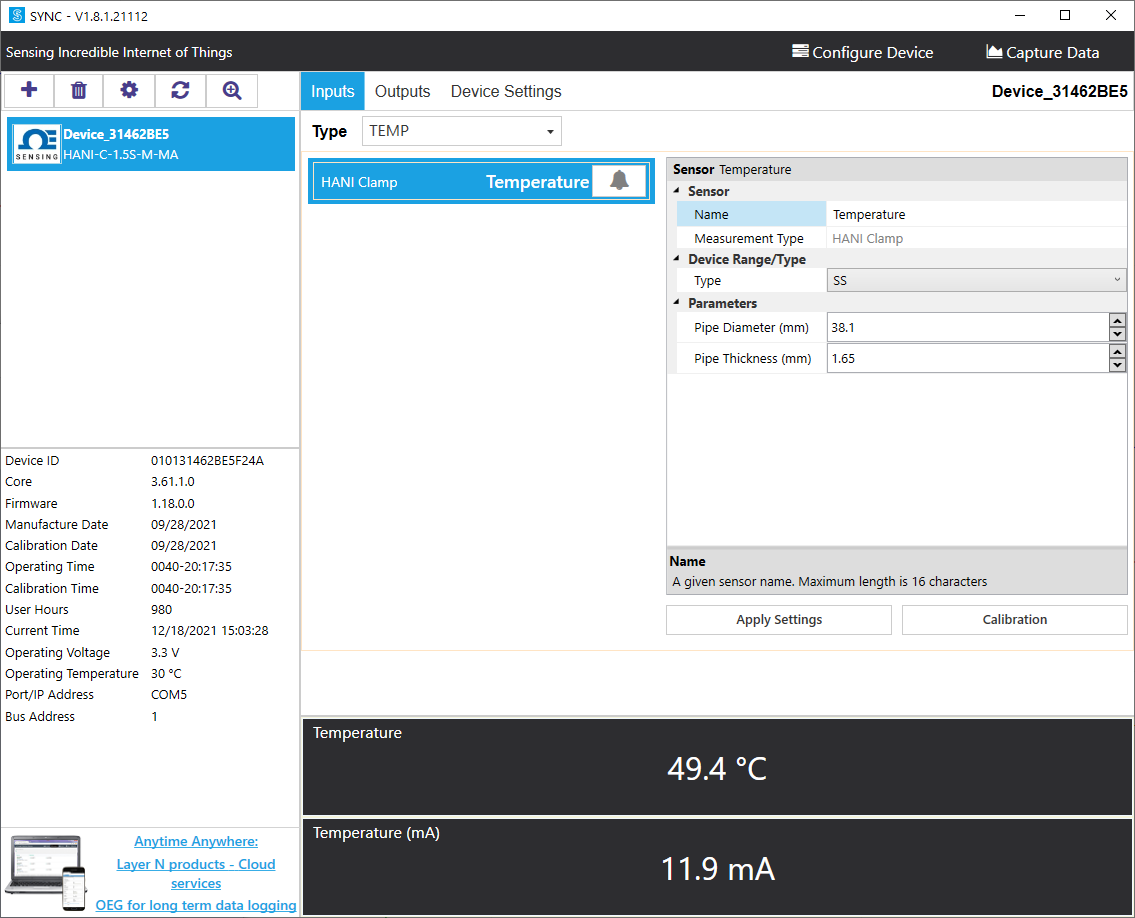
A particularly useful feature is the option to set the pipe material. The software comes with built-in configurations for stainless steel, carbon steel, galvanized steel, copper, yellow brass, and aluminium, but it is also possible to specify a custom material using a W/mK thermal conductivity. This is great if you're using pipes that have an unusual composition or internal conformal coating. Combined with the non-invasive nature, I can see this being extremely useful for use with corrosive fluids such as highly chlorinated water, since a specialist sensor designed to withstand that environment is likely to cost far more.
I was curious to see how well the HANI performed versus an immersed temperature sensor, and how much better it would perform than a commodity environmental sensor thermally bonded to the exterior of the pipe. In order to test this, I built a small evaluation rig.

On the left is a 2500W heater. This is followed by a T-junction leading to a ball valve and quartz glass inspection tube, plus a longer pipe leading to an end cap. The HANI is clamped on the right side. The glass tube was used in part so I could see the water level easily during heating, when steam bubbled out, and also to provide thermal isolation for less chance of burning myself.
For sensing the water temperature directly I used a 3-wire PT100 RTD sensor. I had initially planned to buy an adapter to connect it to the system, but I was unable to get the parts. I instead opted to fabricate one myself, from a stainless steel endcap, using a lathe. I first drilled out a hole, then widened it to the necessary dimensions with a boring bar. This took longer than expected, due to the lathe failing part way through, but I managed to bodge together a solution in the end. The PT100 is thermally isolated from the end cap using a high temperature silicone washer, to help minimise the transfer of heat from the pipe to the sensor. I used a MAX31865 RTD interface IC to read the PT100 temperature values.
The initial tests showed very good performance with the factory calibration:
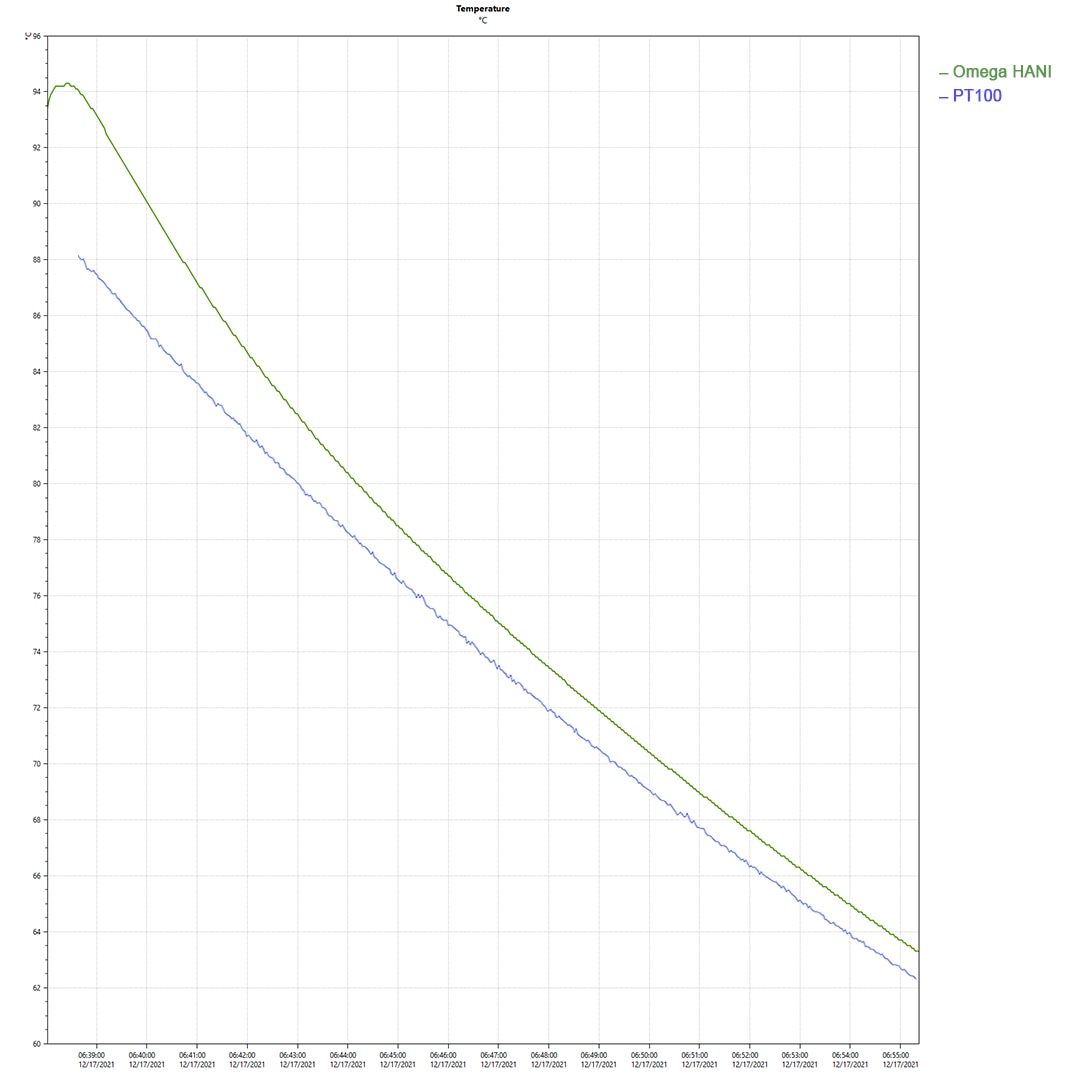
The HANI overshot the PT100 during the heating process, due to the high thermal conductivity and relatively low thermal capacity of the steel pipe. However, this is a property of my test setup having relatively little distance between the heater and the sensor, and the heater having direct contact with the pipe. After a few minutes with the heater switched off an equilibrium is reached and the HANI consistently matched the PT100 temperature with a +1°C offset, using the factory calibration. This is quite impressive.
In addition to the PT100, I thermally bonded Sensirion SHT35, Bosch BME280, and DHT21 temperature sensors to the pipe.

The sensors all connect to an ESP32, which takes the readings and returns them to the computer.
The DHT21 has a plastic shroud which prevents direct bonding to the pipe. However, the rate of change of temperature should still reasonably match, even though there will be a significant temperature delta. In the case of the SHT35, the layout of the breakout board prohibited flat contact, so I did my best. The BME280 was very well bonded to the pipe.
After performing a two-point calibration on the HANI in the software, the results were as follows:
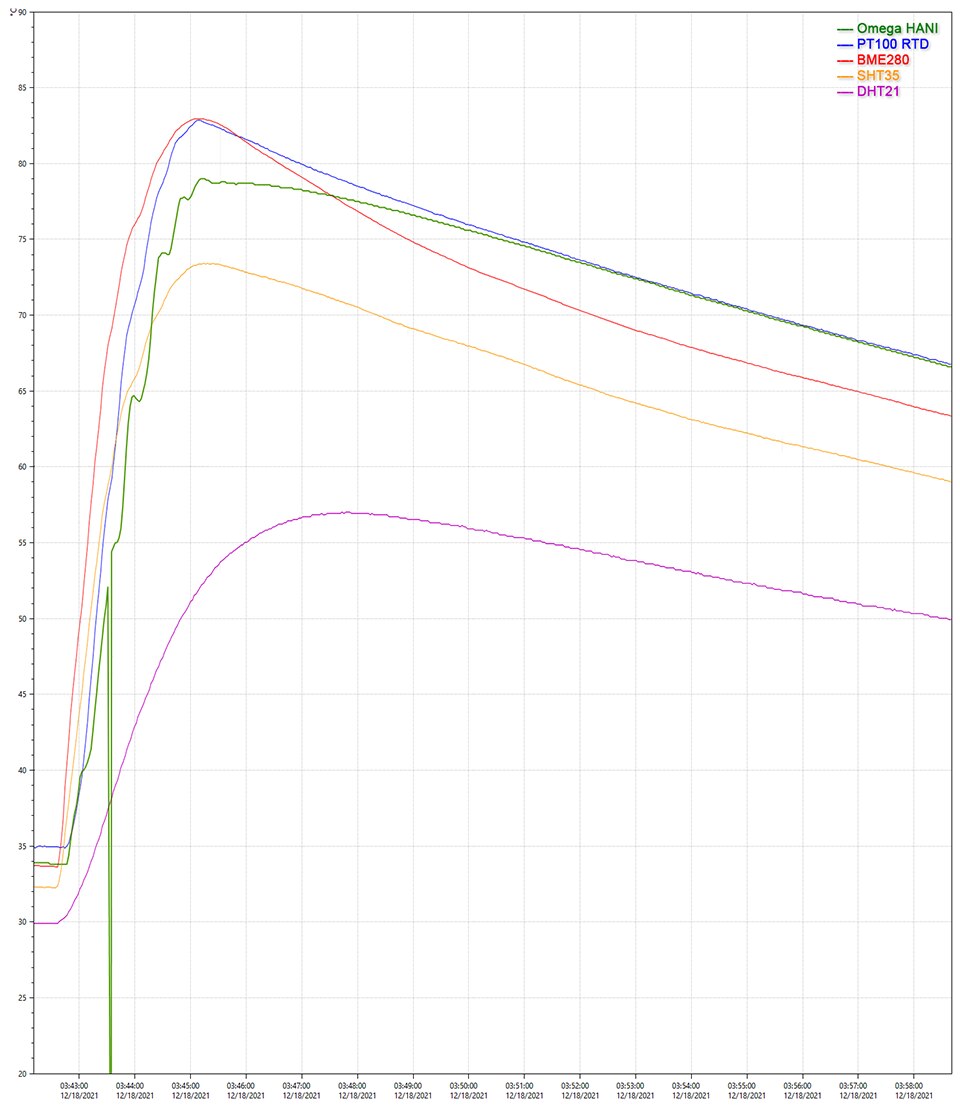
The first thing you'll probably notice is the spike down to 0 on the HANI. This coincides with the first time I switched the heater on during the warm-up cycle. I noticed this happening a couple of times - my theory is that the 2.5kW power draw causes some droop in the 5V USB supply to the interface cable, and it loses a measurement, but I'm not sure. In a production environment I would not expect the USB interface to be used, so it's less of a concern, but this is perhaps something that the folks at Omega should look into if they expect that anyone would be using that cable in production.
The HANI's performance is really excellent here, and the results serve to demonstrate the additional work that is being put in versus simple surface temperature sensing. The sensed temperature diverges away from the PT100 somewhat during heating, but it converges to within just 0.5°C after a few minutes and continues to track with impressive accuracy. The BME280 tracks the PT100 well during heating, as one would expect due to the metal heating, but quickly diverges in a non-linear fashion. The SHT35 offers better linearity here, but there is a significant temperature offset. The DHT21 does very poorly, although that was to be expected.
All in all, I'm very impressed. The Omega HANI was trivial to install and set up and provided excellent accuracy after a short settling time. Whatever secret sauce they've got going on under the hood is clearly working. I'd be more than happy to deploy this in an industrial process environment.
Thanks to the folks at Omega for providing me with this sensor, and Randall Scasny at Element14 for being patient with me after a parts shortage delayed testing!



