RoadTest: Eaton easyE4 nano programmable logic controller
Author: mumra82
Creation date:
Evaluation Type: Independent Products
Did you receive all parts the manufacturer stated would be included in the package?: True
What other parts do you consider comparable to this product?:
What were the biggest problems encountered?:
Detailed Review:
Introduction
I was selected to test out the Eaton easyE4 PLC as I had said I was going to use it to try and replicate the PLCs that I use in my current role. I am a lighthouse technician and on the remote lighthouses PLCs are used to control the optics (Light on/off, lens rotation) and engines (for charging batteries). The PLCs used are old, they still need Microsoft DOS to run the software and everything is Ladder Logic. I seen this as a good opportunity to try and replicate some of these systems that would mimic a real-life situation, while also giving me some experience with programming PLCs and having an actual output to test them with.
My knowledge on PLCs had all been theoretical up to this point. I had read a few books, and done a few online training courses that allowed for some design ladder diagrams. But due to the cost of PLCs that I had looked at in the past, I had never had the chance to try connecting a circuit and controlling it from the PLC.
It was my intention then with the RoadTest to design a PLC project using ladder Diagrams to control an engine switching on, and a lantern turning on when it gets dark. I decided on ladder diagrams as the choice of code as this is what is used on the legacy equipment on lighthouses and this is where I need the experience. I will however try some of the other features of the PLC being tested.
I don’t have the industrial sensors, transducers and actuators that would normally be used with a PLC lying about the house, so I have tried my best to find suitable replacements. In both projects an Arduino has stepped in to provide the replacement for a lot of the components. And while I understand the Arduino is able to do everything the PLC can, it wouldn’t make for a very good test.
I have tried to follow safety guidelines in the programs I have written, but I know there is a standard for PLC programs (IEC 61131-3) and I am not up to speed on the regulations. Therefore, there will no doubt be issues with the ladder diagram I put together not meeting the standards. If anyone does have the knowledge on these and can advise, I will happily take it on board.
To keep myself and all electronics safe I was going to try and keep the projects at 12VDC as this was one of the operating voltages. This didn’t happen and will be explained later.
The PLC
The PLC is part of the Eaton EasyE4 range of PLCs. The website page for the general series is:
And can be purchased in the UK from here:
Product LinkProduct Link
To give a quick overview of the range, this is the blurb from that Eaton page:
“With the easyE4 control relays from the MoellerTM series, control tasks can be implemented quickly and efficiently, whether it be in industrial, specialised manufacturing or building applications. Up to 11 I/O expansions as well as a wide range of voltages are available. The new easyE4 devices are not only easy to handle, but also offer simple and flexible programming. The easySoft software is intuitive to use and comes with four different programming languages. The addition of other functions, such as the integrated web server and Ethernet interface, turns the easyE4 into a powerful control relay that can also be integrated into IIoT system architectures.”
The actual model I received was the easy-E4-UC-12RC1. I will go into more detail on the model later, but as a summary it is marketed as a 12/24VDC or 24VAC supply device, with 8 digital inputs (4 of which can be analogue), and 4 relay outputs.
Unboxing/contents
A straightforward cardboard box held the PLC inside along with an Ethernet cable and a license key.

It is a basic package, but secure. It is always going to be fitted within a cubicle or on a board, there is no reason for any sort of travel case. Meets what would be expected of an industrial device being delivered.
Manuals
The English manual can be downloaded from here:
https://www.eaton.com/content/dam/eaton/technicaldocumentation/mn/MN050009_EN.pdf
I started looking through this as soon as I found out I had been selected for the RoadTest. And it was apparent it was needed. The manual is over 700 pages and contains a lot of information.
Some of the main points I took away from the first skim were:
Needs a 1A fuse
UC model voltages – 12VDC/24VDC/24VAC
I5 – I8 are analogue inputs
Analogue inputs range from 0 – 10V and is 12 BIT
Relay outputs up to 8A at 24V and 10A at 240VAC
Needs a MicroSD card
Firmware can be updated
Ethernet connection possible
It can email through alerts
Notes on how to write your first program
As I went through the programming, hardware configuration and testing I found myself referring to this manual a lot. While some information was invaluable, I also found some of it was misleading or missing which is where the datasheet became essential.
A better source for some of the overall functions was the datasheet:
https://datasheet.eaton.com/datasheet.php?model=197211&locale=en_GB
I needed this a few times and will cover later.
First thoughts
I was excited to get my hands on this. There was a lot of features that looked like they could be very helpful.
The screen on the front seemed to be able to modify parts of the program and look at information without the need for an HMI.
The screen allowed for direct programming using the easy Device Programming (EDP) language.
It allowed four different programming languages - Ladder diagram (LD), Function Block Diagram (FBD), Structured Text (ST), and easy Device Programming (EDP)
There was a good selection of function blocks available
There was Ethernet connection which allowed direct programming, live data, a web service and emails to be sent as alerts.
The relay outputs being able to switch in 240VAC looked good for future projects (I didn’t want to use this during this testing though).
The different operating voltages and the fact it worked at 12VDC.
Software
Can be downloaded from here:
http://applications.eaton.eu/sdlc?f1=1454&f2=1174&LX=11
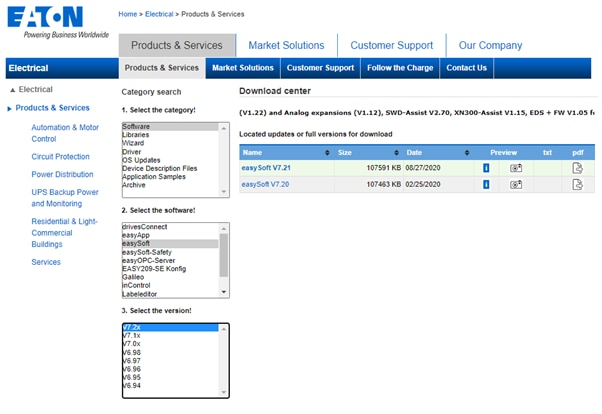
An unlicensed version can be downloaded with much of the features of the licensed version. At this point I would like to say that for learning purposes, this is a good little program to try out.
Setup is straightforward with the usual installation wizard popping up.
It will launch the program and you get:
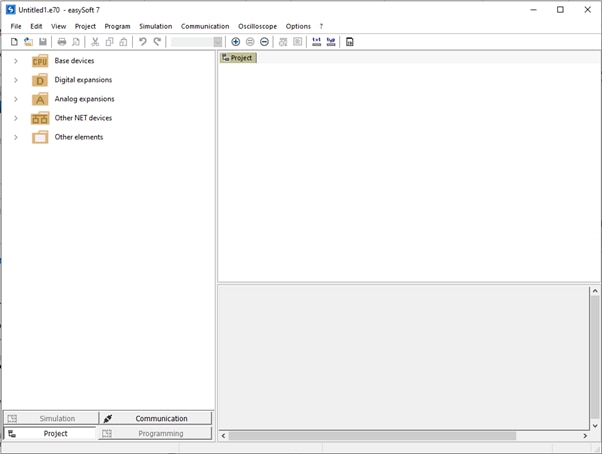
So, this was all painless and easy enough.
License key not so much.
To get a license key, you are given a license code to enter at the Eaton pages. When you go to where you are directed the following pops up while using Chrome, which did not fill me with confidence:
After a bit of googling, it turns out that the Eaton page has an outdated TLS version that Chrome will no longer support in the near future due to security risks. So, when I changed to Edge and got to the page with this:
It seems like a bit of a joke talking about protection of data! Update your resources Eaton.
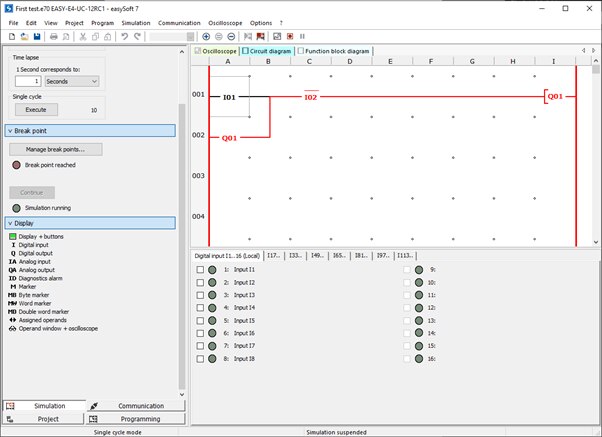
Back to the easySoft 7 software. I selected the base model I had and to start with selected the EDP language, which is the language that can be programmed in using the screen and buttons on the front of the E4. I created a simple latching circuit and used the simulation part of the software to test. When input 1 is pressed it turns on the output, when input 1 is depressed the output latches on and stays on, only clearing when input 2 is pressed:
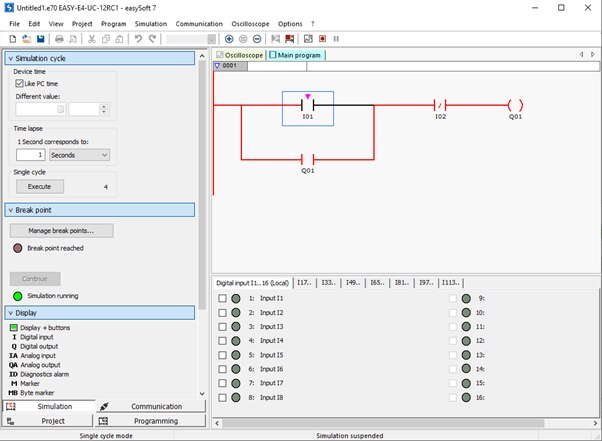
I tested out the same circuit with the ladder diagram language and simulated:
At this point I tested out a few of the function blocks using both languages and I can honestly say that neither were simple or intuitive. The manual at this point was essential but I had to switch between the manual pdf and software on my screen as I really needed the software full screen to see everything. There is no way you could work out what was going on without the manual. I have used software packages that had a feature that would have been excellent for this. I think it is Multisim that when you select a component and right click on it, then select help, it gives you the information for the component and what each input is. If I was at Eaton, I would suggest this as an option.
Here is an example of a ladder diagram counter from the software used from work (very similar to almost any other software I have seen or used):
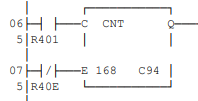
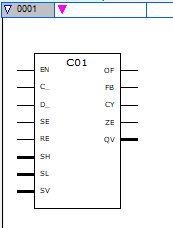
Here is a ladder diagram counter from easySoft 7:
Easy?
The EDP language is even more confusing. If you look at what I managed in the second project I can tell you now it would be almost impossible to sit and program that in using the screen on the front of the device. It was potentially a great feature, but one I would not recommend unless programming the simplest of projects.
Some of the other features I will go into later as it ties in with the projects and the hardware.
What I will say though is that the simulation option on the software was an excellent addition. I used it for both projects to do some general tests, to get the hang of certain function blocks, and to find and fix errors.
Project 1
The first project I built with the E4 was going to replicate a lighthouse system that turned on the optic when it got dark, and turned it back off when it got light. The build and code can be seen in the link:
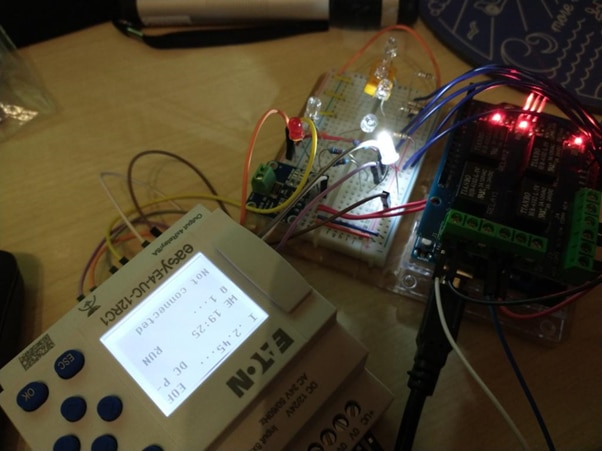
This is the PLC controlling the LED output when it got dark enough:
And this is a short snippet of the ladder diagram, which had 11 rungs in it:
So, what did I learn about the E4 with this project? I learned that to see a high input at 12VDC it has to be above 8VDC which I didn't see in the manual on first inspection, only the datasheet:

This wasn't a big issue, it just meant I couldn't use the Arduino I was using in the project as direct inputs. I did think about using the analogue inputs but that is another problem for project 2 to cover.
Project 2
The second project I designed and tested was supposed to replicate a system in a lighthouse for turning on an engine to charge batteries, which would happen automatically 3 times a week, or with a manual start. This can be seen here:
This project ended up being 28 rungs that used timers, counters, comparators, weekly timer, and an hour counter:
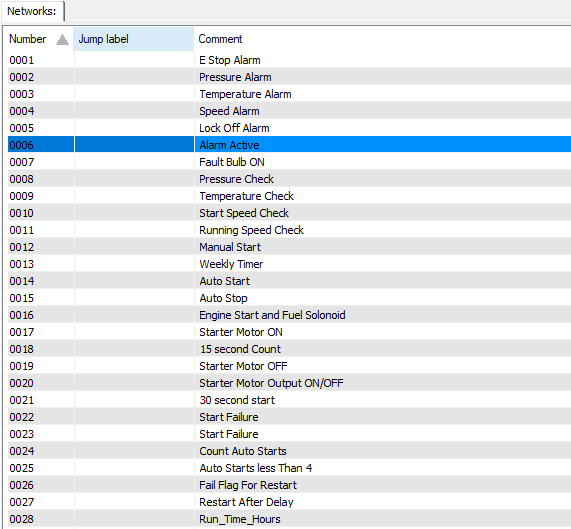
This is why I said there is no chance of using the device screen and buttons to program something like this. Keeping track would be near impossible.
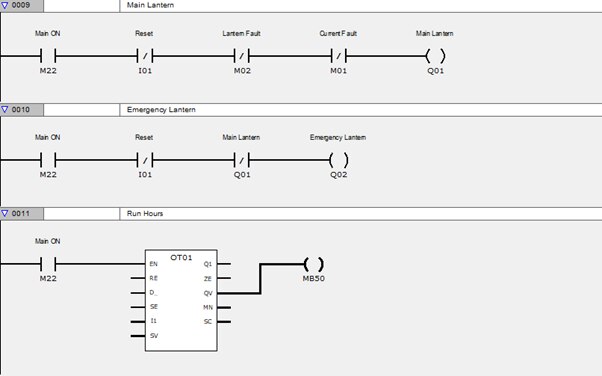
This is a few rungs from the project:
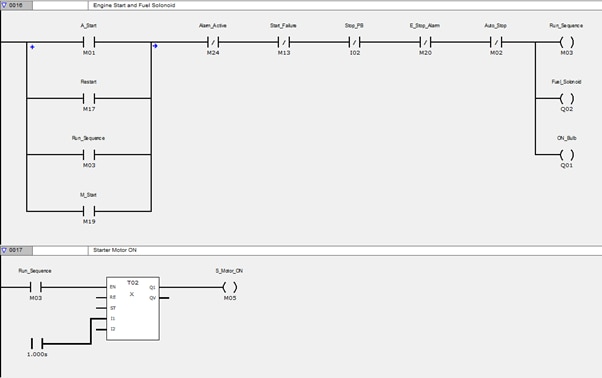
Rung 16 has the different starts in parallel, along with all the conditions that should switch it off or hold it off for safety, and what should happen if everything is okay, is the circuit will latch on and start the engine.
This project taught me a lot about the device. For a start if you look at the datasheet what becomes apparent is that if you want the easy-E4-UC-12RC1 to have its full functionality, then it has to be powered from 24VDC. At 12VDC or 24VAC you can forget using the analogue inputs.
I also found that again you really have to study the manual for small bits of information. I ran into a problem where I made a change to the ladder diagram and saved it to the memory card and loaded it up, but the fault I had persisted. It turned out I had not ticked a box in one of the menus.
I was able to try out the Ethernet connectivity as it was the only way for me to fault find the previous issue. But for some reason the software did not like the network I was using, even though it clearly was given an IP address and was seen on the network. Instead, I had to connect the E4 directly to the PC to get the Ethernet to work.
Now for the biggest issue I had with the E4 was during this project. I killed it! It would no longer run programs. I could get them on the device using the card or Ethernet connection, but if it tried to run it, the screen would just get stuck at BUSY. I tried different programs, cards, and a factory reset command. I could see the function parameters were loaded on the device which is why I knew it was getting the program loaded onto it. The second the program was run, it was back to BUSY. I left it for 30 minutes in this state with no response.
Hardware
Yeah, so at this point I don’t have a great opinion of this device. I was able to essentially get a critical failure from it. It happened during Ethernet programming when it first got hung up. So, there are two points from this. First is I contacted EatonCare support services (actually the second time I had) and I had no reply (the same as the first time). I had the usual reply email saying I will be dealt with in 48 hours, but nothing after that. Secondly, I managed to get it working myself by changing the firmware version. It was an upgraded version of firmware, so the question will remain of if I had done this before, would it still have crashed?
As mentioned before, the fact that the device only gets full functionality at 24VDC is strange. Why market the device is capable of analogue input, and works at 12VDC or 24VAC, but that these cannot be used in conjunction.
Although I have mentioned that the screen can only be used for programming using the EDP language and this is not practical for large programs, where it does come in useful is that the parameters of functions can be changed with the screen. I used the ladder diagrams to program the PLC, but found that if I went into the parameters when it was loaded on the PLC, I could change these. If there was a timing issue it could be done on the fly, rather than change the program and reprogram it.
Software cont.
Its worth mentioning that the E4 has a lot of other good features that are available, but I didn’t have time to get to grips with. I liked the look of being able to get the web client to operate so that it could be monitored from anywhere.
The email function would also be extremely handy. To be able to get alerts by email when a fault or if set up for a change in sate for an input or output occurred could be tied into remote monitoring.
The text display function blocks also look like a handy way to get information from the device when there is a lack of interfaces.
Final thoughts
I have very, very mixed feelings about the E4. There are some questions that I have asked myself about it and the answers are somewhat contradictory.
Would I personally use the easyE4 in an industrial application?: No
Would I recommend this to a colleague?: No
Would I recommend this to someone learning PLCs?: Yes
Would I recommend this to myself 6 months ago knowing what I now know?: Yes
Would I use it again for a personal project?: Yes
Why? As a starter PLC that comes with software at £154.24 (current price at time of review) this is exactly what I was looking for months ago to be able to get the experience of working with PLCs and ladder diagrams that I was after. Anytime I had researched PLCs in the past the prices were ridiculous. I wasn’t aware of these devices.
I will most likely use the E4 again, even if just for more training. I would like to try some of the other languages to see if I can get similar results.
The fact the one I have also allows mains to be connected to the outputs gives me some ideas for lighting projects I would like to tackle in the future if they can be done safely.
I will give a quick summary of why I scored it the way I did:
Product Performed to Expectations: 5 |
I don’t expect a product to become almost unusable after only using it a few times and spend my time fault finding it. |
Specifications were sufficient to design with: 7 |
I didn’t see anything in the manual that mentioned analogue inputs only working at 24VDC, I had to change one project to have more voltage sources than planned. Found the diagram after this that showed it, which I didn’t find clear the first time I had read through looking at the specs. |
Demo Software was of good quality: 7 |
I was impressed by what was available and the simulation, but the fact Eaton say “The easySoft software is intuitive to use”, it wasn’t for me. I spent a lot of time having to experiment. |
Product was easy to use: 5 |
I thought I would struggle with programming in ladder logic due to inexperience but the problems I had was the software being over complicated, with the manual being essential. |
Support materials were available: 7 |
The manual is essential to use this product and is very thorough. Support material gets marked down as I put customer support in this category and I received none when contacting Eaton. |
The price to performance ratio was good: 7 |
It is now one of the cheapest PLCs that I have seen that has software included. Even if the performance isn’t great, the price is. |
TotalScore: 38/ 60 |
Final final thoughts
I wish I could have given this a better review. I use this site more for reading than interacting, but I appreciate being allowed to do a RoadTest. I understand that it can be difficult to approach companies and get them to agree to give out products for testing purposes. A bad review is only going to make things difficult, but his isn’t a bad review, its just mixed/average at best and I have given as honest an opinion of my interactions with this easyE4 as possible. I couldn’t have given it a better review without being dishonest for the sake of appeasing the manufacturer. If this does in anyway affect any sort of relationship between Element14 and Eaton I apologise.
Some of my issues are probably related to my own lack of knowledge in certain areas and I will hold my hands up and admit that. I hope the other reviewers had a better time than me that will give a different perspective.



Top Comments
What are the vendors expectations when they put a product up for RoadTest? Maybe that is something that could be included in the RoadTest posting?
I'm not confident the same answer applies to all vendors…
Good and interesting review - thanks.
I think I'd like a PLC similar in hardware terms to these but where you program it in an established computer programming language:
C, LUA, BASIC, Python would all…
I wouldn't expect an established PLC supplier to drop the traditional PLC approach but it might make sense to add to it.
There are zillions of kids and others being exposed to Python - it would make…